黒アルマイト加工の2足歩行ロボット部品|アルミ板 A5052P 精密板金加工サンプル
アルミ板の一般的な板金材料の A5052P の精密板金加工サンプルとして、黒アルマイト処理を施したアルミアルマイト品(企業様向け ロボワン/ROBO-ONE 大会出場用二足歩行ロボット部品)の製作実例をご案内しています。
製品情報、板金加工内容・部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ 黒アルマイト加工品(ブラックアルマイト処理のロボワン用ロボット部品)
■ 製品サンプル写真(クリックで拡大)
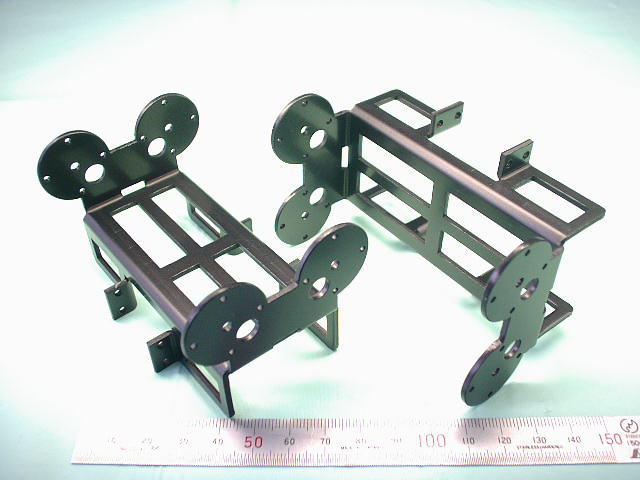 例1:アルミ板 A5052P t2.0 黒アルマイト加工
例1:アルミ板 A5052P t2.0 黒アルマイト加工
※以下、アルマイト処理は全て黒アルマイト加工(ブラックアルマイト処理)
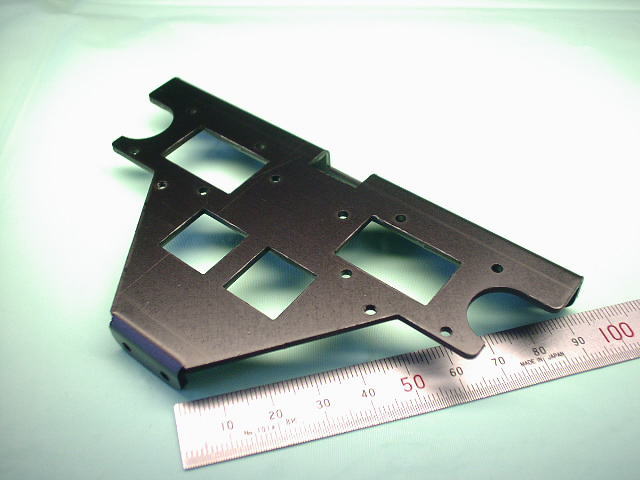
 例2:アルミ板 A5052P t1.5
例2:アルミ板 A5052P t1.5
 例3:アルミ板 A5052P t2.0
例3:アルミ板 A5052P t2.0
 例4:アルミ板 A5052P t1.5
例4:アルミ板 A5052P t1.5
 例5:アルミ板 A5052P t2.0
例5:アルミ板 A5052P t2.0
 例6:アルミ板 A5052P t2.0
例6:アルミ板 A5052P t2.0
 例7:アルミ板 A5052P t1.0
例7:アルミ板 A5052P t1.0
 例8:アルミ板 A5052P t1.5
例8:アルミ板 A5052P t1.5
 例9:アルミ板 A5052P t1.5
例9:アルミ板 A5052P t1.5
 例10:アルミ板 A5052P t2.0
例10:アルミ板 A5052P t2.0
 例11:アルミ板 A5052P t2.0
例11:アルミ板 A5052P t2.0
■ 製品情報・加工データ詳細
- 加工カテゴリー : 精密板金加工
- 製品名称 : 二足歩行ロボット部品
- お客様 : 企業様向け
- 製品用途 : ロボワン(ROBO-ONE)大会エントリー用2足歩行ロボットの部品として利用。
- 設計者 : お客様
- 加工用図面形式 : CAD作図ファイル図面(DXF形式)
- 製品構成部品点数 : 約39点(二足歩行ロボット1体の点数。赤アルマイト処理部品を含む)
- 組立方法 : ネジ止め(各部品の組立)
- 製品概略サイズ : (各部品の概略サイズは割愛)
- 素材材質・材料 : アルミ板 A5052P
- 板厚 : 各部品 上記製品写真右側記載の板厚
- 表面処理 : 黒アルマイト加工(ブラックアルマイト処理)(1)
- 製作数量 : 各パーツ 1個〜2個
- ブランク加工方法 : タレットパンチプレス(NCT)(2)
- 曲げ加工内容: プレスブレーキ曲げ(3)
- 曲げ箇所数(例1/例2/例3/例4) : 8箇所/1箇所/2箇所/8箇所
- 曲げ箇所数(例5/例6/例7/例8) : 3箇所/4箇所/6箇所/2箇所
- 曲げ箇所数(例9/例10例/11) : 2箇所/2箇所/4箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(タレパン(2))、ドリル(皿座ぐり加工)
- 穴加工数(例1) : 16-φ2穴、4-φ3穴、8-φ7穴、4-10×35角穴、4-10×20角穴、2-4×9角穴
- 穴加工数(例2) : 5-φ穴、5-15×15角穴
- 穴加工数(例3) : 10-φ2.5穴、2-φ4.2穴、2-15×15角穴、2-15×25角穴、15×19角穴
- 穴加工数(例4) : 4-φ2.5穴、4-φ3穴、8-φ2穴、2-φ9.2穴、10×33角穴、2-12×15角穴、2-10×30角穴
- 穴加工数(例5) : 8-φ2.5穴、φ13穴、2-15×22角穴、12×12角穴
- 穴加工数(例6) : 8-φ2穴、2-φ3.1穴、4-φ7穴、8-φ2.5穴、2-φ3穴、2-15×25角穴、8-15×15角穴
- 穴加工数(例7) : 8-φ3.2穴
- 穴加工数(例8) : 8-φ2.5穴、2-15×26角穴、4-2×4角穴
- 穴加工数(例9) : 2-φ3.2穴、2-20×21角穴、10-15×15角穴
- 穴加工数(例10) : 16-φ3×φ6皿ざぐり穴穴
- 穴加工数(例11) : 8-φ2穴、2-φ3.1穴、2-φ7穴、8-φ2.5穴、6-φ3穴、10-15×15角穴
- タップ加工数(例1) : 8-M3
- タップ加工数(例3) : 4-M3
- タップ加工数(例5) : 6-M3
- タップ加工数(例9) : 4-M3
- 溶接箇所 : なし
- 溶接後の表面処理 : −
- 図面指示の特定寸法公差 : ±0.1程度(組立に関わる寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日18日以上程度)
- 評価(満足度) :
■ 注記(用語の説明)
- 注(1).アルマイト(アルマイト処理)
- アルミニウムの表面を陽極として主に強酸中で水の電気分解により表面を酸化させてコーティングする技術の総称で、陽極酸化処理とも言うアルミの表面処理方法。
アルミニウムの耐食性や耐摩耗性の向上や、さまざまな着色をして装飾することなどを目的とした表面処理。1929年に理化学研究所で開発された登録商標(商品名)であるが、現在では、アルミニウムの陽極酸化皮膜、或いは皮膜された製品の総称として広く一般に用いられている。 - 注(2).タレットパンチプレス(タレパン、NCT) 参考英語:Turret punch press
- 通称”タレパン”又は”NCT”とも言われ、板金加工に一般によく使われるプレス機械の一種。
形状の異なった多数の金型を円状または扇状の「タレット」とよばれる金型ホルダーに配置し、NC制御によって任意の金型をスライド下部に回転させ、素材の所定の位置に所定の打抜き作業ができるクランクプレス(クランク機構によってスライドを駆動するプレス)。
板金加工における薄板のブランク加工(外形や抜き穴の加工)を自動で行うことができる機械(参考写真以下)。

- 注(3).ブレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(4).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
■ 黒アルマイト加工品(ROBO-ONE用ロボット部品)の設計・加工のポイント等
■ 設計・加工のポイントなど
黒アルマイト処理(ブラックアルマイト処理)を施したアルミアルマイト加工品は、写真でもわかるように、深みがあり高級感が感じられる外観で、デザイン的にも美しい仕上がりが期待できます。
ただし、アルマイト品に限ったことではありませんが、一般に黒色(ブラック)は、汚れや表面キズが付くと、目立ちやすいので取り扱いには配慮が必要です。
加工の際に注意すべきこととしては、素材の板に擦りキズや引っかきキズなどがあると、アルマイト処理前にはそれほど目立たないものでも黒アルマイト処理を施すと、それらのキズが余計に目立つようになるので、板金加工時に素材表面にキズをつけないようにする配慮が必要です。
上記写真の黒アルマイト加工品は、赤アルマイト処理部品と同様、いずれもロボワン(ROBO-ONE)(※)にエントリーする企業様から依頼された2足歩行ロボット用部品ですが、2足歩行ロボットのフレーム部品などは、軽量かつある程度の強度をもつアルミニウム合金が使用される場合が多く、この部品もすべてアルミ板の A5052P が使用されています。
- (※)ロボワン(ROBO-ONE)とは
- ROBO-ONEとは、2足歩行ロボットによる格闘競技を中心としたロボット競技大会のことです。ROBO-ONEサッカー競技などもあります。
ロボットブームの盛り上がりの中生まれたロボット競技大会で、現在では知名度も高く、近年のロボット関連の製品・商品、安価なロボットキットの普及にも貢献にも一役かっています。
ROBO-ONE オフィシャルサイト


