薄板銅板製の電極端子|C1020P 無酸素銅板 板金加工サンプル
純銅の一般的な板金材料である無酸素銅板(C1020P)の薄板の精密板金加工サンプルとして、専用の抜き金型を作らずにシャーリングカットでブランク加工後にNiめっき処理を施した純銅板製の電極端子の製作実例をご案内しています。
製品情報、板金加工内容・部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ 電極端子・薄板銅板製
■ 製品サンプル写真(クリックで拡大)
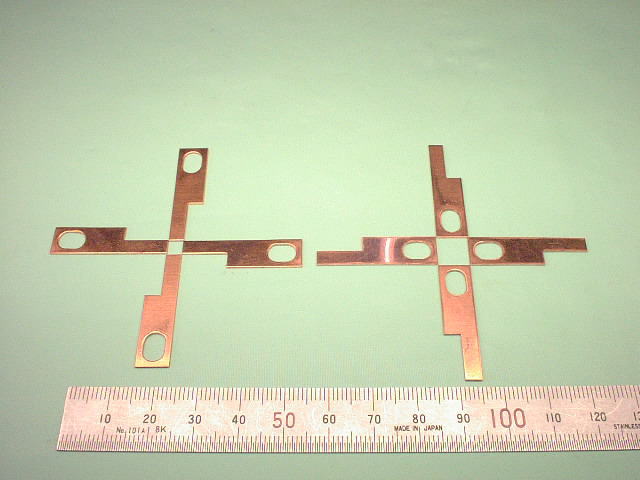 電極端子 C1020P t0.6 Niめっき処理前(加工上がり)
電極端子 C1020P t0.6 Niめっき処理前(加工上がり)
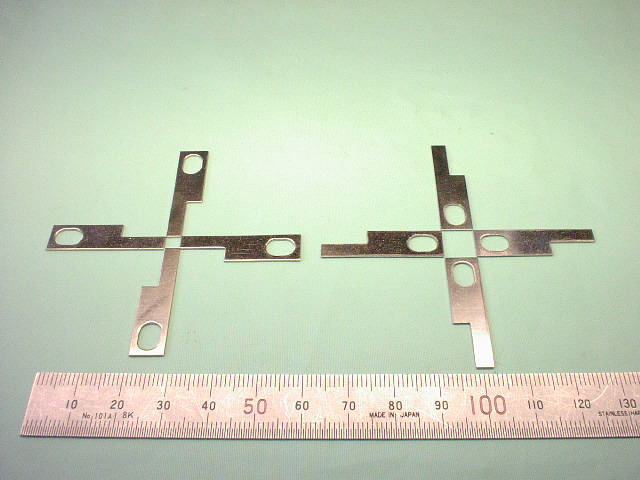 電極端子 C1020P t0.6 Niめっき処理
電極端子 C1020P t0.6 Niめっき処理
■ 製品情報・加工データ詳細
- 加工カテゴリー : 薄板精密板金加工
- 製品名称 : 電極端子(仮称)
- お客様 : 企業様向け
- 製品用途 : 半導体関連装置に使用する電極端子として利用
- 設計者 : お客様
- 加工用図面形式 : 手書き図面によるFAX図面
- 製品構成部品点数 : 1点
- 組立方法 : −
- 製品概略サイズ : 8mm(W)×30.5mm(L)×0.6mm(H)
- 素材材質・材料 : 無酸素銅板 C1020P 比重(密度)8.89/銅(Cu)純度99.96%以上
- 板厚 : t0.6mm
- 表面処理 : Niめっき(電解Niめっき)
- 製作数量 : 150個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: −
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(2))
- 穴加工数 : 1-φ5×7長丸穴
- タップ加工数 : −
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : −
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(3) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 不用
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 :
 (注文後営業日15日以上程度)
(注文後営業日15日以上程度) - 評価(満足度) :
■ 注記(用語の説明)
- 注(1).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(2).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(3).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
■ 電極端子の加工図面、設計・加工のポイントなど
■ 無酸素銅(C1020P)製の電極端子の加工用図面
この薄板銅板製の電極端子の加工用図面は以下の図面になります。
(実際の製作用図面ではなく、説明用に書いた図面になります。)
【薄板銅板製 電極端子の製作用図面(説明用)|無酸素銅板 C1020P t0.6】
■ 電極端子の設計・加工のポイント
この電極端子は、同じく無酸素銅の薄板製の電極板と組み合わせて半導体関連装置内部の部品として使用される電極端子です。
この電極端子は、多少リピート製作の予定がある製品ですが、リピート時の製作ロット数は多くても数百個程度でリピート回数も2、3回程度の見込みしかない製品であるため、専用の抜き金型を作らずに、シャーリングカット&プレス穴抜きにより製作しています。
このような部品は、製作数量がもっと多い場合(数千個以上程度)は、外形と穴加工を同時にプレス抜き加工できる専用の抜き金型を製作すれば、1回のプレス抜きだけで製品が完成するので、製品単価を安くすることができます。
ただし、専用の抜き金型製作費用がイニシャルコストとして発生します。
そのため、専用の抜き金型製作によるプレス抜き加工を行うかどうかは、トータルの製作予定数量を考慮することにより、金型製作しても金型代も含めたトータルコストで安く上がるかどうかを検討して加工方法を決定することがコストの上でポイントとなります。

