プローブ固定金具・SUS治具|ステンレス SUS304 精密機械加工例
機械加工部品のサンプルとして、ステンレス(SUS304)をフライス加工とワイヤ放電加工を併用して製作した大学研究室様向けの精密機械加工品(プローブ固定金具・SUS治具)の試作加工品の製作実例をご案内しています。
板金加工eyeでは精密板金・板金加工品以外にもご要望があれば機械加工部品もお請けできます。製品情報、部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ プローブ固定金具・SUS治具(プローブホルダー)
■ 製品サンプル写真
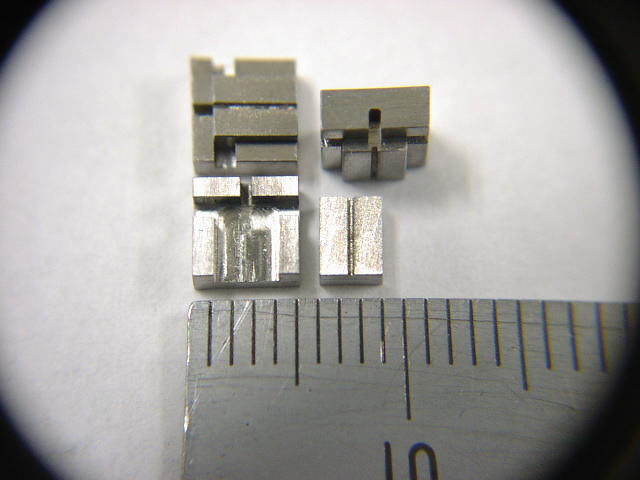 プローブ固定金具・SUS治具A、B(ステンレス SUS304)
プローブ固定金具・SUS治具A、B(ステンレス SUS304)
(クリックで拡大)
■ 製品情報・加工データ詳細
- 加工カテゴリー : 機械加工
- 製品名称 : プローブ固定金具・SUS治具(仮称)
- お客様 : 大学研究室様向け
- 製品用途 : 実験用に特殊なプローブを固定するための治具として利用(詳細用途は不明)
- 設計者 : お客様(製作用図面は板金加工eyeにて作図)
- 加工用図面形式 : JPEG画像図面
- 製品構成部品点数 : 2点
- 組立方法 : 定位置に挿入
- 製品概略サイズ(プローブ治具A) : 5mm(W)×5mm(L)×2mm(H)
- 製品概略サイズ(プローブ治具B) : 3mm(W)×4mm(L)×1.6mm(H)
- 素材材質・材料(プローブ治具A、Bとも) : ステンレス SUS304
- 板厚 : -
- 表面処理 : なし
- 製作数量(プローブ治具A、Bとも) : 各3個
- 主な機械加工方法(プローブ治具A) : フライス盤(1)(エンドミル削り(2))、ワイヤ加工(3)
- 主な機械加工方法(プローブ治具B) : フライス盤(1)、ワイヤ加工(3)
- 溝加工方法(プローブ治具A、Bとも) : ワイヤ加工(3)
- 穴加工方法 : -
- 穴加工数 : なし
- タップ加工数 : -
- 溶接箇所 : 溶接なし
- 溶接後の表面処理 : -
- 仕上げ : -
- 図面指示の特定寸法公差 : レンジで0.05(+0.05/-0、+0/-0.05)
- 図面指示なき寸法公差 : JIS B 0405-m(4)(金属除去加工又は板金成形品の一般公差)
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
■ 注記(用語の説明)
- 注(1).フライス盤(フライス加工)
- 工作物に送り運動を与え、主軸とともに回転するフライスを使用して、平面削り、溝削りなどの切削加工を行う工作機械。
一般的な汎用フライス盤から、数値制御されたNCフライス盤(CNCフライス盤)など、用途や加工目的・手段などにより様々なフライス盤がある。
フライス盤の参考英語:milling machine(参考写真は以下)

- 注(2).エンドミル削り(エンドミル)
- 機械加工(切削加工)において、エンドミルを用いて行うフライス削り(フライスを用いて工作物を削ること)。
エンドミルとは、フライス(主にフライス盤やマシニングセンタで使われる回転を与えて切削加工に使用される切削工具)の一種で、ドリルに似た形状をもち、側面の刃で切削して軸に直交する方向に穴を削り広げる切削加工に用いる切削工具のこと。
形状はドリルに似ているが、刃数はドリルと違って、外周に2枚~4枚、或いは多数の刃を持つものなど用途に応じていろいろな種類がある(以下は実物及び形状図の一例)。
- 注(3).ワイヤーカット(ワイヤー加工)
- 工作物と電極との間の放電現象を利用して行う加工。
走行する金属製(主に真鍮製)のワイヤー電極を用いて電極・工作物間に短い周期で繰り返されるアーク放電によって被加工物表面の一部を除去する機械加工の方法。
ワイヤー加工は、被加工物が電気を通す材質(導体)でなければ加工できないという特徴がある。精度の高い加工が可能なため金型を製作するために広く用いられる。ワイヤー加工を行う工作機械をワイヤ放電加工機という(参考写真以下)。

- 注(4).JIS B 0405-m
- 金属の除去加工又は板金成形によって製作した部品の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0405(普通公差-第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差)に規定される等級”m(中級)”によるという意味。
JIS B 0405 の各等級の長さ寸法及び角度寸法の普通公差は以下。
■ プローブ固定金具・SUS治具の加工図面、設計・加工のポイントなど
■ プローブ固定金具・SUS治具の概略図面
上記のプローブ固定金具・SUS治具A及びBの製作形状を表す図面は、それぞれ以下の図面になります。
(実際の製作用図面ではなく、説明用に書いた図面になります。)
【プローブ固定金具・SUS治具A ステンレス SUS304 の図面】
【プローブ固定金具・SUS治具B ステンレス SUS304 の図面】
上記の治具Aと治具Bは、以下の説明図のように、組み合わせて使用されます。
(治具AのT字型の溝部分に、治具Bを挿入して使用します。)
【治具Aと治具Bの組合せ方法の説明図】
■ 設計・加工のポイント
このプローブ固定金具・SUS治具は、A及びBいずれも非常に微小な機械加工品であるとともに、精密加工が要求される切削加工品です。
上の組合せ説明図のように、治具Aの溝に治具Bを挿入するにあたり、極力隙間なく組込む必要があるため、特に治具Aの溝幅と、治具Bの外形幅寸法は適正なはめあいを狙って精度良く仕上る必要があります。
いずれのプローブ固定金具とも、加工方法としては、フライス加工とワイヤカット加工を併用していますが、プローブ固定金具AのT字型の溝加工は、φ1エンドミルによって切削加工しています。
また、細幅の溝(治具Aは幅0.6×深さ1の溝、治具Bは幅0.3×深さ0.3の溝)の加工は、線径φ0.25のワイヤを使用してワイヤ放電加工機によるワイヤーカット加工により加工しています。

