フォトエッチング加工(ハーフエッチング)リング試作|ステンレス薄板精密加工例
SUS304-CSPなどのステンレス薄板ばね材の精密板金加工サンプルとして、ステンレスエッチング材をエッチング加工(フォトエッチング加工)によって精密加工した薄板金属加工実例をご案内しています。
製品情報、板金加工内容・部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ ステンレス薄板リング試作(フォトエッチング加工)
■ 製品サンプル写真
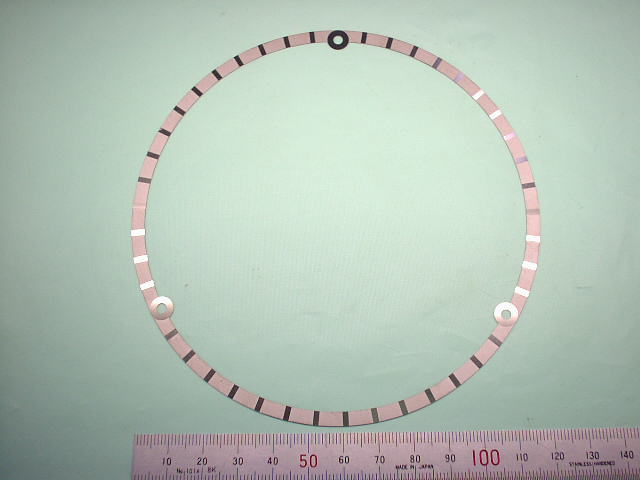
(クリックで拡大)
■ 製品情報・加工データ詳細
- 加工カテゴリー : 薄板精密加工、試作
- 製品名称 : ステンレス薄板リング(仮称)
- お客様 : 企業様向け
- 製品用途 : 社外秘
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 1点
- 組立方法 : −
- 製品概略サイズ : 約125mm(W)×約125mm(L)×0.35mm(H)
- 素材材質・材料 : ステンレスエッチング材(SUSバネ材) SUS304-H
- 板厚 : t0.35mm(ハーフエッチング加工により凹部はt0.3)
- 表面処理 : なし
- 製作数量 : 320個
- ブランク加工方法 : フォトレジストエッチング加工(1)(ハーフエッチング加工(2))
- 曲げ加工内容: −
- 曲げ加工箇所数: なし
- 絞り加工 : なし
- 穴加工方法 : フォトエッチング加工(1)
- 穴加工数 : 3-φ3.2穴
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : −
- 図面指示の特定寸法公差 : +0.01、−0.02(凸部厚みの公差)、±0.1(リング外・内径等)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(3) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : 必要(フォトエッチング加工用パターンフィルム:2版)
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) : −
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日10日以上程度)
- 評価(満足度) :
■ 注記(用語の説明)
- 注(1).フォトレジストエッチング加工(フォトエッチング加工)
- 精密な写真技術(画像技術)と化学反応による腐食作用を利用して金属などを溶解加工する加工方法。金属加工分野においては、プリント基板、ICのリードフレームなどの製造に広く利用されている。
被加工物の材料表面に感光樹脂(フォトレジスト)を塗布し、目的の加工形状に作成した写真原版(パターンフィルム)を通した光で露光したあと現像すると、パターンフィルムそのままの形状のレジストが残る。
その後、レジストで保護されていない露出部をエッチング液により化学的に腐食・溶解させることによりパターン通りの形状に加工される。

【フォトエッチング加工の断面イメージ図(通常の両面エッチング加工)】 - 注(2).ハーフエッチング加工
- フォトエッチングにおいて、素材(金属)板の両面から同一パターン形状を化学腐食させエッチングするのではなく、意図的にそれぞれの面のエッチングバランスを制御することによって任意の形状に溶解加工したり(下図のその1:異形パターン例参照)、素材の片面(片側)だけを厚みの途中までエッチングする(下図のその2:片面エッチング加工参照)ようなエッチング加工のこと。

【ハーフエッチング加工の断面イメージ図(その1:異形パターン例)】

【ハーフエッチング加工の断面イメージ図(その2:片面エッチング加工)】 - 注(3).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
■ ステンレス薄板リングの図面、設計・フォトエッチング加工のポイントなど
■ ステンレス薄板リングの概略図面・設計・加工のポイント
このステンレス薄板リングの概略図面は、以下の図になります。
【フォトエッチング加工ステンレス薄板リング試作の概略図面 SUS304-H t0.35(凹部t0.3)】
このステンレス薄板リングは、加工素材にステンレス薄板(SUS304-H)の板厚t0.35を使用しており、上図の黒色塗りつぶし部分だけ素材板厚t0.35がそのまま残してある形になっています。図の白抜き部分は、ハーフエッチング加工により、板厚を厚さ0.05mmだけ凹に加工しているというものです。
厚さ0.05mmのハーフエッチング加工部分の寸法は、公差+0.01〜-0.02mmで非常に高い寸法精度が必要であるため、エッチングによる腐食溶解のバランス制御を何度かテストを実施して高い精度の仕上がりを実現しています。
薄板におけるこのような厚みの凹凸を実現する加工には、エッチング加工が最も適しています。

