ステンレス板バネホルダー試作品|SUS板バネ材 板金加工サンプル
SUS304-CSPなどのステンレス板バネ材の精密板金加工サンプルとして、ステンレス板製の複雑な曲げ加工・形状になっている板バネホルダーの試作品の製作実例をご案内しています。
製品情報、板金加工内容・部品加工データの詳細、設計・加工のポイントなどをご紹介していますので、お見積もり・ご注文の際の参考にしてください。
■ ステンレス板ばねホルダー
■ 製品サンプル写真(クリックで拡大)
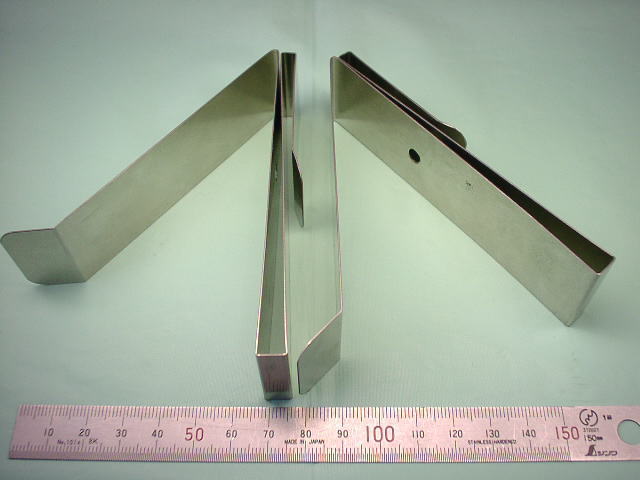
【ステンレス板バネホルダー 試作① SUS板バネ材 SUS304-CSP 1/2H t0.5】

【ステンレス板バネホルダー 試作② SUS板バネ材 SUS304-CSP 1/2H t0.7】
■ 製品情報・加工データ詳細
- 加工カテゴリー : 精密板金加工、板バネ加工、試作
- 製品名称 : ステンレス板バネホルダー(仮称)
- お客様 : 企業様向け
- 製品用途 : ステンレス板ばね材のバネ性を利用したホルダーとして使用(詳細用途不明)
- 設計者 : お客様
- 加工用図面形式 : 手書き画像図面
- 製品構成部品点数 : 1点
- 組立方法 : -
- 製品概略サイズ(試作①) : 約85mm(W)×約105mm(L)×約30mm(H)
- 製品概略サイズ(試作②) : 約85mm(W)×約90mm(L)×約30mm(H)
- 素材材質・材料 : ステンレス板ばね材(SUSバネ材) SUS304-SCP 1/2H
- 板厚 : t0.5mm(試作①)/t0.7mm(試作②)
- 表面処理 : なし
- 製作数量 : 10個(試作①)/5個(試作②)
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容: プレスブレーキ曲げ(2)
- 曲げ加工箇所数(試作①): 7箇所(鈍角曲げ、鋭角曲げ、約90度曲げ)
- 曲げ加工箇所数(試作②): 5箇所(鈍角曲げ、R付鋭角曲げ、約180度曲げ)、R曲げ1箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(ケトバシ(3))
- 穴加工数 : 1-φ5穴(試作①)、2-φ5穴(試作②)
- タップ加工数 : なし
- 溶接箇所 : なし
- 溶接後の表面処理 : -
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(4) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 : ジグ製作必要
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日15日以上程度)
- 評価(満足度) :
■ 注記(用語の説明)
- 注(1).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(2).ブレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(4).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
■ ステンレス板バネホルダーの設計図面、設計・加工のポイントなど
■ 設計図面・展開図・設計・加工のポイント
ステンレス板バネホルダーは、以下のようなスケッチの図面により、試作①と②の2種類の形状を試作しました。
それぞれの製作に用いた図面は以下の通りです(詳細寸法は省いてあります)。
【ステンレス板バネホルダー 試作①設計図面(SUS板ばね材 SUS304-CSP 1/2H t0.5)】

【試作① 展開図】
【ステンレス板バネホルダー 試作②設計図面(SUS板ばね材 SUS304-CSP 1/2H t0.7)】
【試作② 展開図】
試作①及び②のいずれについても、このような形状の板バネ強度を厳密に計算で算出することは困難ですので、実際に加工してそのバネ性を確認します。
(いずれの場合も事前にばねの計算はしていません)
展開図における全長は、それぞれの曲げ係数・曲げ箇所数等を考慮して計算してあります。
はじめに試作したものが、試作①形状のステンレス板バネホルダーですが、想定よりもバネ強度が弱い結果となりました。
そのため、試作②で、SUS板バネ材の板厚をt0.7と厚くし、また、使用上・外観上も少し丸みを帯びた形状が望ましいということで曲げ箇所に丸みをつけた形状としました。
この場合も、事前にバネ強度を計算・設計している訳ではありませんが、適度なばね強度が得られる結果となりました。
いずれの試作品も、一枚板からの曲げ加工により成形していますが、試作②の大きなR形状の曲げ加工は、送り曲げによってR形状を出し、また、約180°程度折り返して曲げている部分は、ヘミング曲げ(※)に近い曲げ加工となっています。
- (※)ヘミング曲げ
- ヘミング曲げとは、曲げ加工方法の一種で、安全性を高めたり、補強目的、あるいは美観を高めるなどを目的として行う曲げ加工のことで、板材の縁(フチ)などの曲げに施されます。
アザ折り(あざ折り)や、潰し曲げ(つぶし曲げ)などと言われる場合もあります。

【ヘミング曲げ(アザ折り・つぶし曲げ)の説明図 】

